- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Cosa rende un laminatoio per piattine la scelta giusta per conduttori di precisione?
Riepilogo dell'articolo
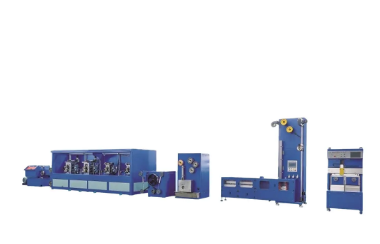
A Laminatoio per filo piattotrasforma il filo tondo o la striscia in un filo piatto uniforme e di alta precisione utilizzato in motori, trasformatori, bobine e progetti di elettrificazione avanzati. Ma gli acquirenti di solito incontrano gli stessi problemi: spessore instabile, crepe sui bordi, graffi superficiali, cambi lenti e resa imprevedibile. Questa guida spiega come funziona realmente la laminazione del filo piatto, cosa controllare prima dell'acquisto, come evitare i comuni problemi di produzione e come calcolare il valore reale, in modo da poter scegliere apparecchiature che producano risultati stabili e ripetibili su larga scala.
Sommario
- Contorno
- Dove la produzione di cavi piatti di solito va storta
- Come un laminatoio per filo piatto crea effettivamente consistenza
- Cosa specificare prima di richiedere un preventivo
- Come scegliere la fresatrice giusta per il tuo materiale e la tua produzione
- Controllo di qualità che previene gli scarti invece di misurarli
- Suggerimenti per la manutenzione e il cambio che proteggono il rendimento
- Costo, produttività e ROI: cosa significa realmente "buon valore".
- Domande frequenti
Contorno
- Punti critici comuni dei clienti nella produzione di cavi piatti
- Principi di laminazione del nucleo che influenzano lo spessore, la larghezza e la finitura superficiale
- Specifiche critiche da confermare (materiale, gamma dimensionale, obiettivi di tolleranza, velocità)
- Lista di controllo di selezione per diversi casi d'uso (rame, alluminio, cavo piatto piccolo o largo)
- Passaggi di controllo qualità per stabilizzare la produzione e ridurre le rilavorazioni
- Manutenzione, programmazione dei passaggi e abitudini dell'operatore che preservano rulli e filo
- Idee per il calcolo del ROI e cosa chiedere a un fornitore di dimostrare
Dove la produzione di cavi piatti di solito va storta
Se stai acquistando unLaminatoio per filo piatto, probabilmente non lo stai facendo "per divertimento". Lo fai perché un processo in corso sta causando perdite reali: scarti, rilavorazioni, ritardi nella consegna o reclami dei clienti. Ecco i punti dolenti che si presentano più spesso:
- Deriva dello spessore:È possibile raggiungere l'obiettivo all'inizio di una bobina, per poi uscire dalla tolleranza al variare della temperatura, della lubrificazione o dell'usura del rullo.
- Incoerenza della larghezza e rottura dei bordi:Una riduzione troppo aggressiva o una pianificazione inadeguata della passata possono spingere il materiale verso l'esterno, creando bordi deboli o microfessure.
- Graffi superficiali e segni di ossidazione:Una guida sporca, una tensione instabile o un refrigerante/lubrificazione non corretto possono rovinare la finitura superficiale e l'avvolgimento a valle.
- Basso rendimento da tentativi ed errori:"Modifichiamolo finché non funziona" sembra normale, finché non calcoli la quantità di rame o alluminio che stai donando al cestino dei rottami.
- Cambi lenti:Se il cambio dei set di rulli richiede troppo tempo, la tua linea diventa un collo di bottiglia nella pianificazione.
- Mancata corrispondenza con i processi a valle:Il filo piatto spesso alimenta la smaltatura, la ricottura, l'avvolgimento, l'avvolgimento o la formatura di forcine. Se la produzione dello stabilimento non è stabile, tutto a valle ne risente.
Un ben progettatoLaminatoio per filo piattoriguarda meno la “laminazione del metallo” e più il controllo delle variabili – pressione, allineamento, tensione, lubrificazione e programma di riduzione – in modo che il risultato diventi prevedibile anziché speranzoso.
Come un laminatoio per filo piatto crea effettivamente consistenza
La laminazione del filo piatto è essenzialmente una deformazione controllata: si riduce lo spessore gestendo la diffusione della larghezza e la qualità della superficie. Le parti che contano di più sono quelle che mantengono stabile la deformazione da bobina a bobina.
Meccanismi chiave che determinano risultati stabili
- Controllo preciso dello spazio tra i rulli:Piccoli cambiamenti nella distanza tra i rulli si traducono direttamente in variazioni di spessore. La regolazione stabile e le impostazioni ripetibili non sono negoziabili.
- Pianificazione del programma dei passaggi:Molteplici riduzioni più leggere in genere proteggono i bordi e la superficie meglio di una forte pressione. Le buone cartiere supportano strategie multi-passaggio o tandem coerenti.
- Gestione della tensione:Una tensione eccessiva può restringere il filo e causare strozzature; troppo poco può creare ondulazioni o uno scarso tracciamento. Il comportamento controllato di payoff/takeup è importante.
- Guida e allineamento:Il disallineamento provoca danni ai bordi, graffi diagonali e spessore irregolare su tutta la larghezza. Una buona guida mantiene il filo centrato e calmo.
- Lubrificazione e raffreddamento:L’approccio “giusto” dipende dal materiale e dalla velocità. L'obiettivo è un attrito stabile, una temperatura controllata e superfici pulite.
Quando queste variabili vengono controllate, si ottiene il risultato che interessa davvero agli acquirenti: spessore stabile, superficie pulita, difetti minimi sui bordi e meno reclami a valle.
Cosa specificare prima di richiedere un preventivo
I fornitori non possono consigliare la giusta configurazione se i tuoi requisiti sono vaghi. Prima di chiedere i prezzi, documenta gli elementi essenziali di seguito. Ciò impedisce specifiche inferiori (dolore in seguito) o specifiche eccessive (budget sprecato).
- Materiale:rame, alluminio o lega; includere temperamento/stato, se applicabile.
- Modulo di input:diametro del filo tondo o dimensioni della striscia; diametro interno/esterno della bobina; peso della bobina.
- Portata target del cavo piatto:spessore finito e intervallo di larghezza, oltre alle aspettative di tolleranza.
- Requisiti della superficie:standard cosmetici, sensibilità ai graffi, esigenze di smaltatura o di incollaggio a valle.
- Obiettivo di produzione:aspettative in kg/ora o m/min e dimensioni tipiche dei lotti.
- Integrazione:profitto/ritiro, ricottura, spooling, misurazione in linea o connessione a controlli di linea esistenti.
- Realtà dell'operatore:il livello di abilità del tuo team e se hai bisogno di operazioni più semplici basate su ricette.
Se desideri meno "sorprese", chiedi al fornitore di mappare le tue specifiche su un metodo di rotazione consigliato, un approccio di pianificazione dei passaggi e un piano di controllo della qualità, non solo un layout della macchina.
Come scegliere la fresatrice giusta per il tuo materiale e la tua produzione
Non tutti gli stabilimenti si comportano allo stesso modo, anche se le brochure sembrano simili. Il “giusto”Laminatoio per filo piattoè quello che corrisponde al comportamento dei materiali, alle esigenze di tolleranza e alla realtà della produzione quotidiana.
Utilizza questa pratica lista di controllo
- Stabilità alla velocità massima:La velocità non ha importanza se ti fermi spesso per aggiustamenti o scarti.
- Ricette ripetibili:Cerca configurazioni che ti consentano di salvare e richiamare le impostazioni per le dimensioni comuni.
- Design di cambio rapido e sicuro:La sostituzione del rullo, la regolazione della guida e la pulizia dovrebbero essere semplici.
- Uscita misurata, uscita non stimata:Le opzioni di misurazione in linea (o un flusso di lavoro di campionamento semplice) sono importanti per il lavoro con tolleranze strette.
- Supporto per la tua gamma di taglie:Una macchina ottimizzata per piattine strette può avere difficoltà con profili larghi e viceversa.
Molti acquirenti si preoccupano anche delle capacità del fornitore: se il produttore può aiutare con la messa in servizio, la guida alla pianificazione dei passaggi e la formazione degli operatori. Ecco doveJiangsu Goodroller Machinery Co., Ltd.viene spesso valutato, non solo come fornitore di apparecchiature, ma come partner per un'impostazione di produzione stabile e ripetibilità dal primo lotto in poi.
Tabella di confronto rapido: cosa chiedere e perché è importante
| Elemento decisionale | Cosa chiedere | Perché è importante per te |
|---|---|---|
| Gamma di taglie Vestibilità | Qual è l'intervallo comprovato di spessore/larghezza finita su materiali simili? | Impedisce l'acquisto di un mulino che “può” fare la tua gamma sulla carta ma che ha difficoltà nella produzione reale. |
| Strategia di tolleranza | Come si mantiene lo spessore su lunghe tirature (metodo di controllo + misurazione)? | Riduce deviazioni, rilavorazioni e resi dei clienti. |
| Protezione della superficie | Guidare la progettazione, l'approccio alla lubrificazione e il piano di pulizia? | Protegge la finitura durante l'avvolgimento/smaltatura e riduce gli scarti dovuti ai graffi. |
| Tempo di cambio | Tempo tipico di cambio rullo/guida con operatori addestrati? | Influisce sulla capacità giornaliera più dei numeri relativi alla velocità massima. |
| Supporto alla messa in servizio | Fornite indicazioni sulla pianificazione dei passaggi e formazione per gli operatori? | Riduce i tempi di accelerazione e previene gli sprechi di "prove ed errori". |
Controllo di qualità che previene gli scarti invece di misurarli
La qualità del filo piatto non significa solo rispettare un numero su un micrometro. Si tratta di prevenire l’instabilità prima che diventi rottame. Ecco le abitudini di controllo che riducono costantemente gli scarti:
- Verifica inizio bobina:Campionare anticipatamente, confermare lo spessore/larghezza e bloccare la ricetta prima di aumentare la velocità.
- Controlli della finestra di processo:Monitorare la temperatura, le condizioni di lubrificazione e la pulizia dei rulli a intervalli prestabiliti.
- Ispezione dei bordi:Le crepe sui bordi spesso iniziano in piccole dimensioni. Un rapido controllo di routine può prevenire una serie completa di difetti.
- Coerenza su tutta la larghezza:Controlla l'uniformità dello spessore da sinistra a destra se le tue applicazioni sono sensibili (ad esempio, bobine precise).
- Tracciabilità:Registra l'ID della bobina, le impostazioni e i risultati. Quando si verifica un difetto, vuoi delle cause, non delle supposizioni.
Difetti comuni e diagnosi rapida
| Sintomo | Probabile causa | Soluzione pratica |
|---|---|---|
| Lo spessore varia nel tempo | Variazione della temperatura, cambio del lubrificante, usura dei rulli, spazio instabile | Stabilizzare il raffreddamento/lubrificazione, verificare la ripetibilità degli spazi, programmare l'ispezione dei rulli |
| Crepe sui bordi | Riduzione eccessiva per passaggio, disallineamento, mancata corrispondenza della durezza del materiale | Modificare il programma di passaggio, migliorare l'allineamento della guida, rivedere le condizioni del materiale |
| Graffi superficiali | Guida/rullo sporco, detriti, scarsa lubrificazione | Pulire guide/rulli, lubrificazione del filtro, ispezionare la pulizia di svolgimento/ripresa |
| Ondulazione o campanatura | Tensione irregolare, problemi di tracciamento, riduzione irregolare | Stabilizzare il controllo della tensione, controllare l'allineamento, verificare le condizioni del rotolo |
Suggerimenti per la manutenzione e il cambio che proteggono il rendimento
Il modo più veloce per trasformare un beneLaminatoio per filo piattotrasformarla in una “macchina problematica” significa considerare la manutenzione come un optional. Il filo piatto non perdona: piccoli difetti diventano grossi problemi a valle.
- La pulizia è produzione:Mantenere puliti i rulli, le guide e le superfici di contatto. Una particella incorporata può sfregiare chilometri di filo.
- Routine di ispezione dei rulli:Verificare la presenza di microchip, segni di usura e danni ai bordi. Sostituisci o riaffila prima che i difetti si moltiplichino.
- Disciplina della lubrificazione:Mantenere una qualità di lubrificazione costante. Il lubrificante vecchio o contaminato modifica il comportamento di attrito e la finitura superficiale.
- Passaggi di conversione standardizzati:Documenta il "modo giusto" per cambiare i rulli e allineare le guide in modo che le prestazioni non dipendano da un operatore esperto.
- Strategia dei pezzi di ricambio:Tieni a portata di mano le parti soggette a usura critiche per evitare tempi di inattività che vanificano gli impegni di consegna.
Un fornitore che ti supporta con documenti di messa in servizio, formazione e programmi preventivi può ridurre drasticamente il periodo di avviamento e stabilizzare la qualità più rapidamente, soprattutto quando produci più formati con frequenti cambi.
Costo, produttività e ROI: cosa significa realmente "buon valore".
Gli acquirenti spesso confrontano le macchine in base al prezzo iniziale. Ma il costo totale di proprietà è solitamente determinato da tre fattori: rendimento, stabilità e tempo di attività.
Un semplice framework ROI che puoi utilizzare
- Riduzione degli scarti:Se una migliore stabilità riduce gli scarti anche dell’1–2%, il risparmio può essere significativo per la produzione ad alto contenuto di rame.
- Meno interruzioni:Ogni riavvio costa tempo, materiale e attenzione da parte dell'operatore.
- Cambi più rapidi:Se il mix di prodotti è ampio, un miglioramento di 15-30 minuti per cambio può aggiungere una reale capacità settimanale.
- Stabilità a valle:Il filo piatto stabile riduce gli scarti nelle operazioni di smaltatura, avvolgimento e formatura, dove i difetti possono essere ancora più costosi.
Quando esamini i preventivi, chiedi al fornitore di spiegare in che modo il suo design protegge il controllo dello spessore, la finitura superficiale e l'efficienza del cambio nel funzionamento reale, non solo nei numeri di catalogo.
Domande frequenti
D: Quali materiali in ingresso può gestire un laminatoio per filo piatto?
UN:Molte linee sono configurate per rame o alluminio sotto forma di filo tondo o nastro. La chiave è abbinare la configurazione della fresatrice e l'approccio al passaggio al comportamento del materiale, alla gamma di dimensioni e agli obiettivi di tolleranza.
D: Come faccio a decidere la giusta tolleranza di spessore e larghezza?
UN:Inizia con i requisiti a valle (smaltatura, avvolgimento, formatura o specifiche della bobina del trasformatore). Quindi impostare tolleranze sufficientemente strette da proteggere le prestazioni ma realistiche per una produzione di massa stabile.
D: Perché si verificano crepe sui bordi durante la laminazione?
UN:Le crepe sui bordi sono comunemente il risultato di una riduzione eccessivamente aggressiva per passata, di errori di allineamento o di una mancata corrispondenza tra le condizioni del materiale e il programma di laminazione. Un piano di passaggio migliore e una guida migliorata in genere risolvono il problema.
D: A cosa dovrei dare la priorità se la finitura superficiale è fondamentale?
UN:Guida pulita, lubrificazione/filtrazione stabile e routine di pulizia disciplinate. I graffi sono spesso causati da detriti e attrito incoerente piuttosto che da “materiale scadente”.
D: Una fresatrice può supportare in modo efficiente più dimensioni di filo piatto?
UN:Sì, se è progettato per regolazioni rapide del rullo e della guida, oltre alla ripetibilità in stile ricetta. Se i cambi di formato sono frequenti, la progettazione del cambio conta tanto quanto la velocità.
D: Quali informazioni dovrei inviare a un fornitore per ottenere una raccomandazione accurata?
UN:Tipo di materiale, dimensioni di input, intervallo di dimensioni finite, obiettivi di tolleranza, requisiti di superficie, obiettivo di produzione, specifiche della bobina ed esigenze di integrazione a valle. Più i tuoi dati sono completi, meno sorprese avrai in seguito.
Se il tuo processo attuale ti sta costando rendimento, stabilità o sicurezza nella consegna, un abbinamento adeguatoLaminatoio per filo piattopuò trasformare la produzione di cavi piatti in un flusso di lavoro prevedibile e controllabile. Per indicazioni sul dimensionamento, consigli sulla configurazione e supporto pratico per la messa in servizio,contattaciAJiangsu Goodroller Machinery Co., Ltd.e comunicaci i tuoi obiettivi in termini di materiali e cavi finiti, quindi ti aiuteremo a mappare una soluzione che funzioni in modo pulito e coerente.